
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Hogar
>
productos > Serie de línea de envasado inteligente > Máquina cerradora de cajas automática Pro
productos
- Serie de transportadores de rodillos sin motor
- Serie de mesas elevadoras hidráulicas tipo tijera
- Serie de línea de producción de muebles de fábrica inteligente
- Serie de línea de envasado inteligente
- Serie de transportadores de banda motorizados
- Serie de línea de producción de muebles de fábrica inteligente Máquina única
- Serie de rodillos
- Solución de puerta
- Máquina automática de limpieza de placas





Máquina cerradora de cajas automática Pro
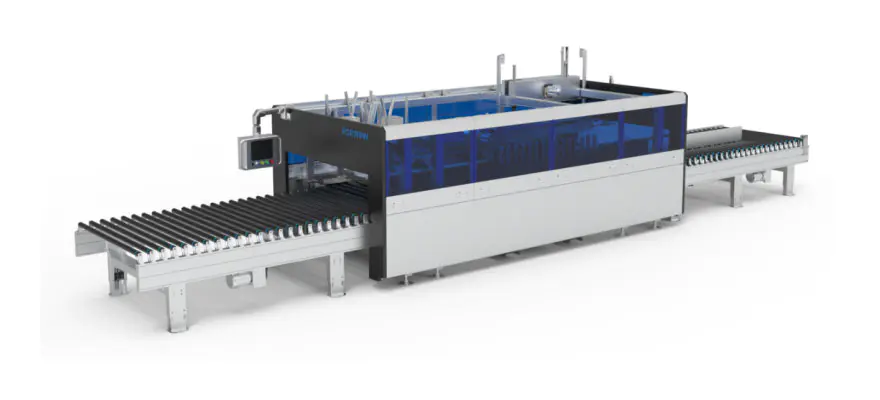
Puede estar seguro de comprar la máquina cerradora de cajas automática Pro en nuestra fábrica. Los rodillos transportadores utilizan fundas de caucho de PVC importadas, que son flexibles y duraderas;
Enviar Consulta
Descripción del Producto
Imagen de la máquina
Especificaciones de la máquina
| Dimensiones L*An*Al(mm) | Peso propio de la máquina (kg) | Fuente de alimentación (kW) | Transporte de carga (kg) | Altura de trabajo (mm) |
| 10200*2200*2260 | Alrededor de 3200 kg | 9 | 50 | 800±50 |
Parámetros de procesamiento
| Longitud de procesamiento de cartón (mm) | Ancho de procesamiento de cartón (mm) | Altura de procesamiento de cartón (mm) | Eficiencia de sellado (ciclos/min) | Grosor del papel corrugado (mm) |
| 300-2900 | 200-1200 | (Grosor del panel de madera 18) 20-280 | 4-8 | 2.5-6 |
Características del producto
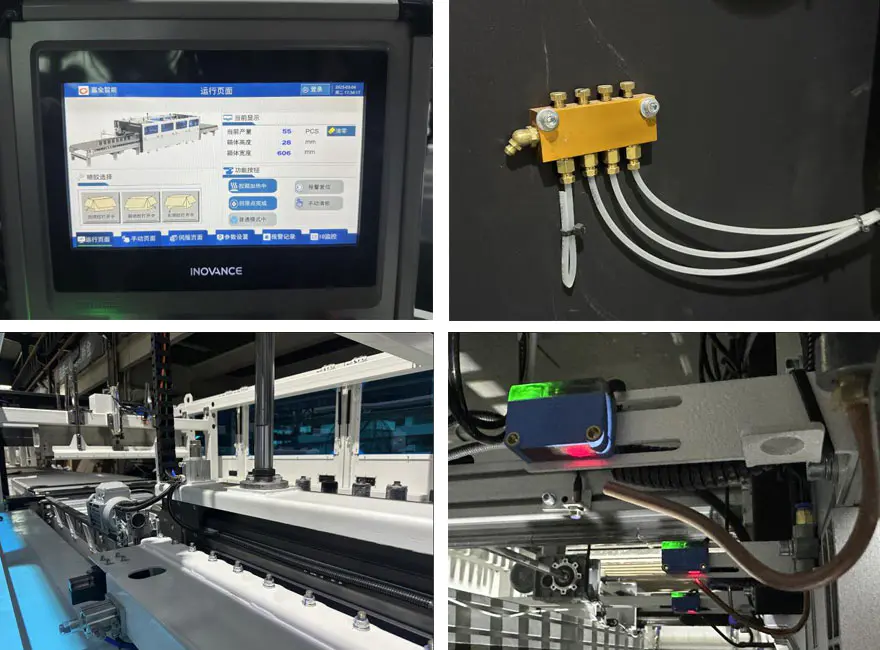
1.Componentes principales: máquina de pegamento termofusible de secado rápido Eva; servomotor; reductor planetario; telémetro láser; cinturón síncrono; cojinete de chumacera; motor de frecuencia variable; reductor de tornillo sin fin;
2.Los rodillos transportadores utilizan manguitos de caucho de PVC importados, que son flexibles y duraderos;
3.El mecanismo lineal del sellador de cajas está guiado por guías lineales de precisión, lo que garantiza una alta confiabilidad y durabilidad;
4.La potencia de las abrazaderas y pistolas de pegamento la proporcionan servomotores de alta precisión, que son fáciles de controlar y mejoran la precisión del equipo;
5.La máquina se puede utilizar como una unidad independiente o integrada con una línea de embalaje doméstico personalizada, lo que ofrece opciones de uso versátiles y flexibles.
Función
1.Uso
R. Esta máquina cerradora de cajas automática Pro se utiliza para sellar cajas de embalaje de muebles de alta gama.
B. Este equipo se utiliza para sellar cajas de cartón de los modelos M/A-0410 y M/A-0419.
C. Primero se pega el fondo de la caja, luego se colocan en el interior los artículos que se van a empaquetar y los materiales de relleno, seguido del sellado a máquina.
2. Principio general de funcionamiento
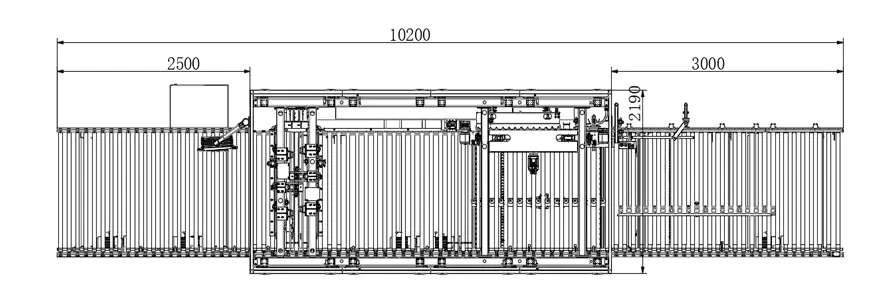
Todo el equipo está dividido en cinco secciones: la sección de la máquina de medición, la sección de la máquina tampón de alimentación, la sección de sellador de túneles, la sección de la máquina de transición y la sección de sellador de empuje.
A.Durante la operación, las cajas empaquetadas, con los artículos llenos en su interior, ingresan desde la sección de la máquina de medición a lo largo del borde de referencia. El sensor de ancho en la entrada mide aproximadamente el ancho de la caja. Cuando la caja llega al final de la sección de la máquina de medición, un dispositivo deflector la detiene. Luego, el dispositivo de sujeción activo mide con precisión el ancho de la caja y el dispositivo de placa de alta presión mide con precisión la altura de la caja. Después de eso, la caja se mueve desde la sección de la máquina de medición a través de la sección de la máquina tampón de alimentación hasta la entrada de la sección del sellador de túneles.
B. Cuando la caja ingresa a la sección del sellador de túneles, la pistola de pegamento en la entrada aplica adhesivo termofusible a lo largo de la caja. Luego pasa a través del canal de sellado, que consta de un conjunto de varilla plegable, un mecanismo de presión, un mecanismo de correa lateral y un mecanismo de correa de contrapeso, completando el sellado del lado largo.
C. La caja, con su lado largo sellado, ingresa a la sección de la máquina de transición y es detenida por el dispositivo deflector frontal en la entrada de la sección del sellador de empuje. Luego, el primer lado corto se pega y se sella mediante el dispositivo de pulverización, el dispositivo de placa de presión frontal y el dispositivo de placa de sellado frontal. Después de sellar el primer lado corto, la caja ingresa a la sección de sellador de empuje y se mueve hacia atrás, donde es detenida por el dispositivo deflector trasero. Luego, el segundo lado corto se pega y se sella mediante el dispositivo de pulverización, el dispositivo de placa de presión posterior y el dispositivo de placa de sellado posterior. En este punto, se completa todo el proceso de sellado de la caja y ésta sale de la sección de sellado por empuje.
D. Este método de sellado de cajas de cartón, que reconoce el ancho de la caja, puede sellar eficazmente cajas de diferentes tamaños durante el proceso de alimentación sin necesidad de ingresar las dimensiones de las cajas.
E. Para el sellado por lotes de cajas de cartón con las mismas dimensiones, el equipo puede cambiar al modo por lotes. Después de medir el ancho de la primera caja y aplicar este valor a toda la serie, la sección selladora de túneles ajusta el tamaño del canal y lo mantiene sin cambios, mejorando así la eficiencia del sellado. La velocidad máxima puede alcanzar hasta 8 paquetes por minuto.
Estructura funcional
| No. | Artículo | Característica |
| 1 | Alimentador de sección frontal | Logre la función de alimentación de paquetes, entregando paquetes de manera rápida, precisa y eficiente en las posiciones designadas. La viga principal está hecha de acero al carbono y recubierta de plástico. Para garantizar que los paquetes estén alineados con precisión, se utiliza un mecanismo fijo de guía y alineación para guiar los paquetes a su posición. |
| 2 | Dispositivo de medición de altura | Se emplean bloques de presión de aluminio para medir la altura de los paquetes a través de sensores de balanza electrónicos y cilindros neumáticos, y luego los datos se transmiten de regreso. |
| 3 | Cubrir | Para mejorar el atractivo estético del equipo y al mismo tiempo proporcionar un cierto grado de protección, la estructura general está hecha principalmente de placas de acero al carbono dobladas recubiertas con plástico. Se mejora aún más con perfiles de aluminio especializados y paneles acrílicos de color azul real. |
| 4 | Estante | El bastidor de la máquina se fabrica soldando tubos rectangulares y placas de acero, seguido de un mecanizado de precisión. Esto asegura una alta exactitud de montaje y precisión operativa, garantizando una larga vida útil y una buena estabilidad del equipo. |
| 5 | Dispositivo de glándula | Sujeta eficazmente la cubierta superior de la caja, preparándola para el posterior proceso de sellado. |
| 6 | Frente y Deflectores traseros | Logra el posicionamiento del paquete. Los rodamientos lineales, junto con los ejes cromados, proporcionan una guía lineal. Los cilindros neumáticos de varias etapas se controlan por separado y, en combinación con el sistema de encolado, logran un ajuste de altura de dos etapas. Esto garantiza la calidad del proceso de pegado y mantiene eficazmente el paquete en una posición específica para un posicionamiento preciso. |
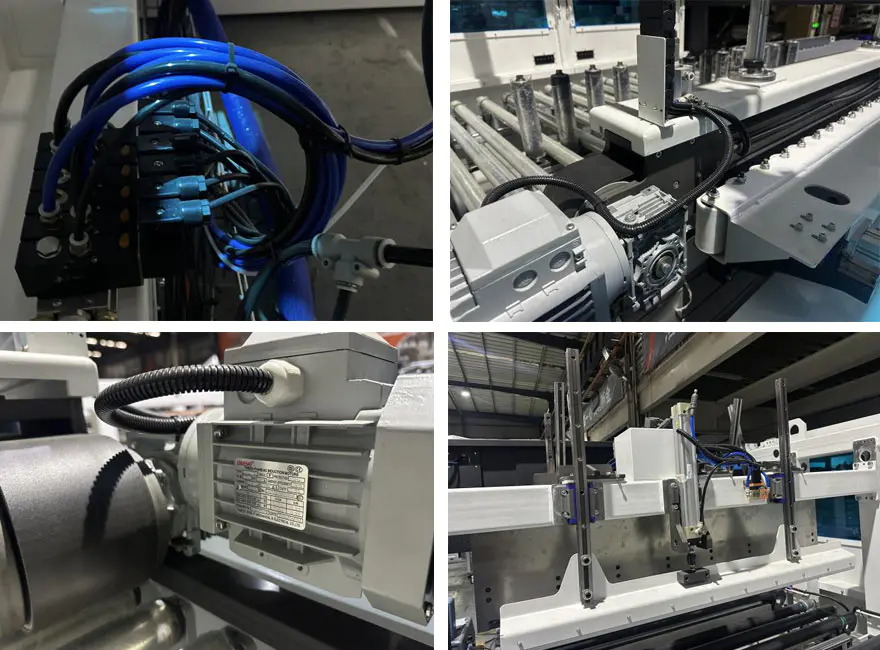
| 7 | Dispositivo de medición de ancho | El sistema de potencia horizontal emplea motores de alta precisión junto con reductores para garantizar la estabilidad del sistema de transmisión. Es el principal responsable de plegar las solapas superiores de la caja para completar la acción de sellado. El mecanismo utiliza guías lineales para dirigir el movimiento lineal, con energía proporcionada por cilindros neumáticos y múltiples válvulas de control de velocidad que regulan el circuito de aire para lograr un funcionamiento rápido y estable. |
| 8 | Piezas mecánicas de placa de empuje de doble cilindro. | Es el principal responsable de plegar las solapas superiores de la caja para completar la acción de sellado. El mecanismo utiliza guías lineales para dirigir el movimiento lineal, accionadas por cilindros neumáticos y reguladas por múltiples válvulas de control de velocidad en el circuito de aire para lograr un funcionamiento rápido y estable. |
| 9 | Mecanismo de glándula | Es el principal responsable de asegurar la cubierta superior de la caja para evitar que el paquete se mueva. El mecanismo utiliza guías lineales para dirigir el movimiento lineal y el diseño excéntrico del cilindro neumático proporciona una mejor estabilización del paquete. |
| 10 | Pulverización de adhesivo de borde corto sistema | El carril guía se encarga de guiar linealmente todo el mecanismo hacia adelante y hacia atrás. Un servomotor de alta precisión proporciona una fuente de energía estable y el uso de una marca nacional reconocida de reductor planetario garantiza aún más una salida de energía confiable a largo plazo. La guía lineal se instala en posición invertida para evitar que se rocíe pegamento, asegurando una guía limpia y estable. |
| 11 | Máquina de descarga trasera | Para lograr la función de descarga del paquete, se utiliza un sistema de energía de dos etapas para entregar el paquete de manera rápida, precisa y eficiente. La viga principal está hecha de acero al carbono y recubierta de plástico. |
| 12 | Sistema de máquina de pegamento | La máquina de pegamento termofusible de secado rápido Eva puede lograr una pulverización de pegamento tanto continua como intermitente. Es completamente funcional, fácil de configurar y cómodo de operar. |
| 13 | Mecanismo de presión hacia abajo | El servomotor impulsa el reductor para girar el elevador, logrando un posicionamiento vertical preciso. Se utilizan cilindros neumáticos para reducir el peso y compactar el paquete, asegurando un movimiento hacia adelante estable y suave. |
| 14 | Grupo de presión lateral | Los cilindros neumáticos y las guías lineales entran y salen para posicionar y presionar el cartón. El material de teflón evita que el pegamento se pegue, asegurando una mejor compresión del cartón. |
| 15 | Conjunto de soporte lateral | El servomotor impulsa el reductor para hacer girar los engranajes, con guías lineales proporcionando la transmisión, logrando un posicionamiento lateral preciso. La sección de alineación lateral utiliza rodillos de teflón para garantizar una velocidad constante. |
| 16 | Pieza de sellado de la sección media | La transmisión de rodillos de la sección central utiliza un sistema de potencia de dos etapas, que mejora la eficiencia de la alimentación de paquetes y reduce la distancia de las posiciones de espera. |
Dibujos de tres vistas
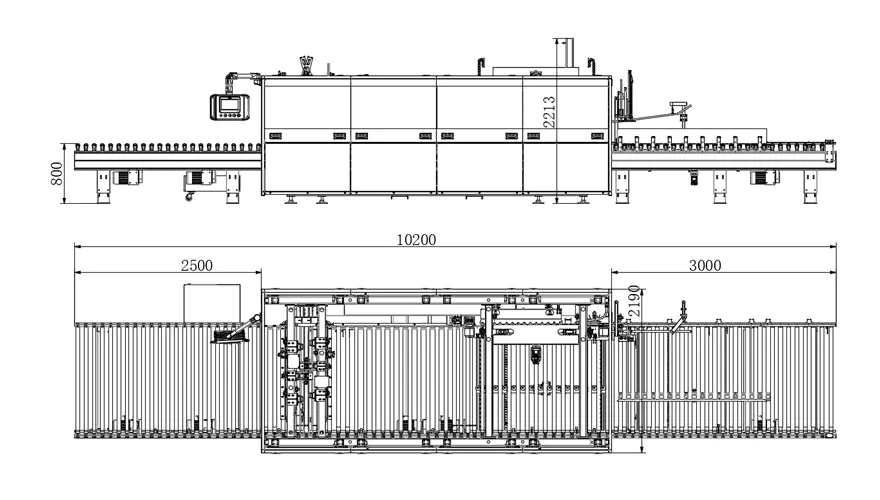
Diagrama esquemático del modo de proceso de producción.
Imágenes detalladas
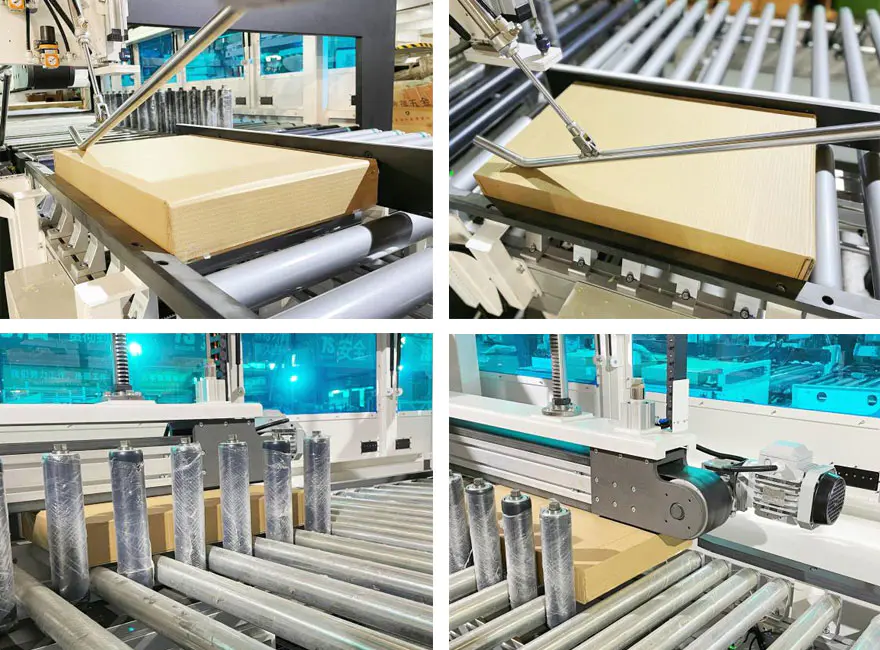



Estación de medición

Imágenes detalladas

Lista de piezas y consumibles portátiles
| No. | Artículo | Presupuesto | Cantidad sugerida | número U8 |
| 1 | rodillo PTEE | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | Perno de doble extremo M16 | BZ-FXJ-G-015 | 2 |
|
| 3 | Rueda de presión de teflón |
|
4 |
|
| 4 | cinturón de presión (tipo de doble guía) | 95-L3990 (Espesor3) | 1 |
|
| 5 | Correa de alineación lateral (tipo triple guía) | 195-L3742 (Espesor3) | 1 |
|
| 6 | Cinturón elástico tira | 392*20*1,5 | 15 |
|
| 7 | Válvula reductora de presión | GR20008F1 | 1 |
|
| 8 | Válvula de mariposa de entrada | PSL8-02A | 1 |
|
| 9 | Junta flotante | F-M16X125F | 4 |
|
| 10 | Cilindro | EFS 50X350S | 1 |
|
| 11 | Cilindro | SAI50x300S | 1 |
|
| 12 | Control deslizante | HGW30CC | 1 |
|
| 13 | Soporte de montaje de rodamiento lineal | LHBBW20 | 1 |
|
| 14 | Correa síncrona empalmada con núcleo de acero | S8M-3984-25 (Abierto) | 1 |
|
| 15 | Control deslizante | HGH25CA | 1 |
|
| 16 | Correa síncrona sin costuras con núcleo de acero | 30-S8M-800 | 1 |
|
| 17 | Correa síncrona sin costuras con núcleo de acero | 30-S8M-872 | 1 |
|
| 18 | interruptor magnético | HX-31R-2M | 2 |
|
| 19 | válvula solenoide | 4V210-08B | 3 |
|
| 20 | Amortiguador de goma | SE-15 (Azul) | 3 |
|
| 21 | Relé enchufable | RXM4LB2BD | 1 |
|
| 22 | Base de relé | RXZE1M4C | 1 |
|
| 23 | Relé | RXT-F01 | 3 |
|
| 24 | interruptor de proximidad | IME08-02BPOZT0S | 1 |
|
| No. | Artículo | Presupuesto | Cantidad sugerida | número U8 |
| 1 | Malla de filtro de la unidad principal | 133272 | 1 |
|
| 2 | junta de garganta | 127028 | 6 |
|
| 3 | Malla de filtro para pistola pulverizadora | 126150 | 3 |
|
| 4 | Módulo de boquilla AX | 167400 | 6 |
|
| 5 | válvula solenoide de 24V | 150236 | 6 |
|
| 6 | Junta de boquilla | 100368 | 12 |
|
| 7 | Junta de conducto de acero | 107332 | 6 |
|
| 8 | Boquilla en ángulo recto 0,5 MM | 130897 | 4 |
|
| 9 | Aguja | 500661 | 1 |
|
| 10 | Kit de reparación de bomba de pistón | 112757 | 1 |
|
| 11 | Kit de reparación de boquillas AX | 167414 | 6 |
|
| 12 | Kit de válvula de reflujo | 163008 | 1 |
|
Etiquetas calientes: Máquina cerradora de cajas automática Pro
Categoría relacionada
Serie de transportadores de rodillos sin motor
Serie de mesas elevadoras hidráulicas tipo tijera
Serie de línea de producción de muebles de fábrica inteligente
Serie de línea de envasado inteligente
Serie de transportadores de banda motorizados
Serie de línea de producción de muebles de fábrica inteligente Máquina única
Serie de rodillos
Solución de puerta
Máquina automática de limpieza de placas
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.







